今回はいよいよロータリーバイスベースを活用した斜め削り、そして円弧を削ってみる。
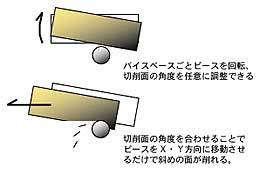
斜めの切削はクロステーブルがX・Y方向に動くだけなのでピースを回転させなくてはならない。ロータリーベースを回転させて切削面の角度に合わせるだけなので、これがあるのとないのでは大きな違いである。
|
バイスに銜えるピースの位置は斜めに削るだけならどこでも構わない。バイスで挟む面が基準面となって、ベースの角度だけ傾いた面を削ることができる。 TR41の特徴であるアーチを削り出すには、台車上の面が6度、下の面が40度にすればよいのだ、楽勝である。 調子に乗って円弧削りに進んだ。 |
 |
|
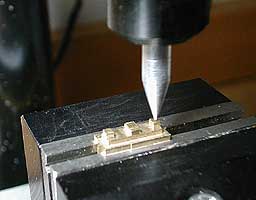 |
右の写真がその治具。円弧の中心を設定するための芯出し棒である。エンドミルと同じ6mm径のアルミ棒から削り出した。 TR41台車の軸受け下半分は丸棒状態なので、ここの処理が円弧切削の習作にぴったりである。右の写真のように、バイス中心に円弧の中心をセット、次にバイス自体をスライドさせて円弧の中心を治具が示すフライスモーター軸の中心にセットする。 こういう場合は大きく深呼吸して・・・結局、ベースの中心を合わせる作業から |
|
|
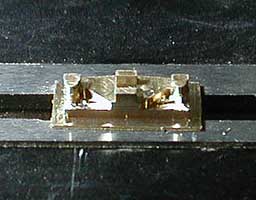
やり直すのが一番という結論に達した。 先ずはX軸方向で180度ベースを回転させても中心線が治具の示すところにあることを確認、次に90度回転しバイスの中心線が治具の先端を外れないようにする。こうして中心を出したら治具をエンドミルに換える。 この時点でエンドミルは中心にあるので、円弧の半径+エンドミルの半径分移動させる。TR41の軸受けは0.65mm半径なので0.65+0.5mm(1mmエンドミルの半分)移動、ベースをフリーにして180度回転させながら徐々に深く削り込んでいく。 右の写真が軸受け部分まで終了したもの。かなり台車っぽくなってきた。 作業中・・2001.2.24 |
 |
|
 |
2001.2.25 円弧削りを少し楽にできる方法を見つけました。 上の作業が一段落したので、バイスを外してベースの中心にフライスモーター軸の中心が重なる位置出しを行いました。 バイスを外したロータリーベースの中心をマークし、芯だし棒を目安にフライスモーター軸がベース中心を指す位置を決め、そのときのクロステーブルの位置をマークしました。マークといってもケガキ針でゴリゴリとテーブルの停止位置に線を引いただけですが、このマークに合わせればフライスモーターはベース中心にあるというわけです。 残念ながら、この方法ではフライスモーターを動かすと再調整が必要になりますが、上の作業時に比べれば芯だし作業は格段の効率です。 |
|
さて、台車はというと、ちょっとした不注意で片側の軸受に穴を開けてしまいました。
今日の作業で上の面の円弧削りを行い、アーチの内側を削る段まで進んだ時でした。ちょっとした油断、だいぶ慣れたことからモーターを止めずにベースを回転させたところエンドミルが片側の軸受けを直撃! ほんの一瞬のことでしたが、軸受けに1mmほどもエンドミルが食い込み、穴を開けてしまいました。
 ←1mmエンドミルの食い込んだを痕ルーペで拡大・・(;_;)
←1mmエンドミルの食い込んだを痕ルーペで拡大・・(;_;) ということで、台車自体の作業は振り出しに戻って再開しております(;_;)。
ま、経験を積む度に仕上がりも良くなっていますので、もう一回ぐらい失敗するとかなり良い物ができそうです。
まだまだ作業は続く・・・2001.2.25