◆フライス盤購入
◆習熟運転その1:ローテイティングベッドの加工
◆習熟運転その2:Nゲージ用台車
2001.2.17-18:![]()
◆たったこれだけでも学んだことがあった
◆習熟運転その3:Nゲージ・TR41D台車
2001.2.24-25:![]()
◆習熟運転その3続き:N・TR41D台車の斜め、円弧加工
2001.8.16:![]()
◆切り粉飛散防止対策、アクリルカバーを新調
フライス盤手習い中
2001.2.12
◆フライス盤購入
◆習熟運転その1:ローテイティングベッドの加工
◆習熟運転その2:Nゲージ用台車2001.2.17-18:
◆たったこれだけでも学んだことがあった
◆習熟運転その3:Nゲージ・TR41D台車2001.2.24-25:
◆習熟運転その3続き:N・TR41D台車の斜め、円弧加工2001.8.16:
◆切り粉飛散防止対策、アクリルカバーを新調
フライス盤購入2000年12月初旬、ドイトの工具セールの広告が入る。おやぁ、以前から目を付けていたプロクソンのフライス盤が特価39,800円じゃない!これまで数年変わらず57,000円を付けていたフライスが驚きの特価である。
勿論、次の休みにドイト北本店へ出向いて詳しく聞いた。店頭展示品の現物セールなら、展示期間が長かっただけに状態をよく調べてから買うべきだし、自分も相当触ってたからね。展示品ならパスかなぁ、と聞いてみると在庫があるとのこと、今回は新品の特価だと言うのだ。これはもう即ゲット!!だった。
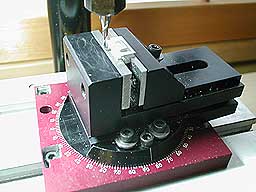
←この写真が我が家にセットされたフライス盤である。
この製品にはベッド上にあるバイスなどは付属していない。写真以外では木材加工用の押さえ板などが付属しているだけである。
◆標準添付品リスト
フライスモーター
ドリルスタンド
クロステーブル
木工用押さえ板・押さえバイス・ボルト類もちろん、これだけでは何の加工もできない。最低でもエンドミルという刃を購入しないと削ることすらできないのだ。また、標準添付の押さえ板では木工は可能だが金属工作はかなり難しいと思われる。(やったけどネ)
私の場合、目的が金属加工なので標準品の他に次の工具を購入した。・ローテイティングベッド Sherline(米国)
・ローテイティングベッド専用バイス Sherline(米国)
・エンドミル 3mm(プロクソン)、1mm(プロクソン)、0.3mm×2本(ユニオンツール)バイスがセットで$145、0.3mmのエンドミルがタツヤ模型から通販で購入して10,000円、3mmと1mmエンドミルはドイトと東急ハンズで購入、各2,300円(?)、追加工具だけで本体価格に追いつく勢いである。
写真でクロステーブルの上に載っているのがベッドとバイス、濃いピンク色をした板状のものがベースで、四角の板の内側に360度回転するバイス取付台が載っているものである。バイスはネジでくわえ締めるのではなく、銜えた状態をかしめるものとなっているため、慣れないと使いにくい。
これらの追加工具は12月暮れに揃い、年明け早々テストに入ることができた。
習熟運転その1:ローテイティングベッドの加工
米国Sherline Products社はホビー用小型旋盤、フライス盤などの工具メーカーで、その存在はウォルサーズのカタログで知った。旋盤、フライス盤ともアクセサリーが豊富に揃っていてカタログやホームページを眺めているだけでも楽しめる。
フライス盤で斜め加工や円弧の切削をしたかったので、国内メーカーで回転出来るバイスを探したのだがそれらしき物は探し当てなかった。そんな折り、ウォルサーズのカタログで見つけたのがこのローテイティングバイスベースである。その名の通り回転するバイス台で、斜めに削る場合には360度回転するベースを回転させて角度を付ければXY方向の直線削りで斜めの切削ができるのである。
この製品は当然ながらSherline製のフライス盤に取り付ける為のオプション品のため、プロクソン製のフライス盤の取付溝に合わない可能性があった。送られてきたベースは予想通り20mm程プロクソンの方が広く取り付けるにはいくつか加工しなくてはならなかった。
加工したところ
・取付穴の新設:プロクソンに合わせた取付穴を明ける
・取付ネジの交換と、取付穴の拡大
加工はこのフライス盤を使い、ちょっと無理はあったが添付品の木工用押さえ工具を使ってベースを固定して行った。Sherlineのミーリングマシンの取付溝は40mm、プロクソンは62mm、かなり端になるが固定用ボルト穴をあける必要がある。また、付属の固定用ボルトが短い上にナットもプロクソンの溝より小さい。加工は、プロクソンの溝で固定できる大きさのナットとボルトを購入し、それに合わせて取付穴を拡大することと、新たに62mm間隔で取付穴を新設することとした。
ボルトは5mm×15mm、フライス盤のエンドミル径と同じ6mmドリルを使って取付穴を拡大、さらに新設した。
そして、回転するバイスが当たらないためボルトの頭が隠れるまでさらう必要があった。これは初挑戦のフライス加工で11mm×11mmに拡大した。できあがりが上の写真である。オリジナルの取付穴は丸穴でボルトが綺麗に隠れるのだが、まだ丸穴をあける技術がないので角穴になっている。ちょっと見てくれは悪いが機能は一応満たしているので良しとした。
習熟運転その2:Nゲージ用台車
回転バイス台の取付が完了して金属加工も可能となった我がフライス盤であるが、次なる習熟運転のテーマは無謀にもスケール物としてしまった。
時々お邪魔して資料をダウンロードさせてもらっている奥井さんのCADページからTR-41D台車の図面を拝借して、切削用の図面を起こした。奥井さんからは以前より作品のCDを頂いているのだが、私の持っているCADソフトでDXFファイルが上手く開けないためホームページのGIF画像から図面起こしとなってしまった。
最初は主な部分だけ数値を入れただけの図面で削りだしを始めたのだが、角度を変えた時の寸法が判らず、フライス盤で切削するための図面には加工方向からの距離や角度などを入れる必要があることが判明。図面作成だけで2週間ほどかかってしまった。一般的にフライス加工をする場合の図面はどうしているのか知りたいところである。
テストピースは時間がかからないアルミを使っている。アルミ用のエンドミルが売られているようだが、ハンズやドイトで買ったエンドミルでも十分加工できている。なにか問題があるのだろうか?
第一作はどうしたかって? はははは・・・
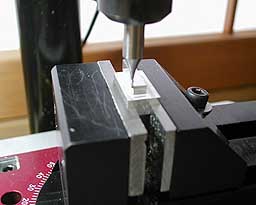
左が最初のテストピース。
10mm厚のアルミ板から10×20mmに切り出したピースを使っている。最初に厚さ方向で銜えバイスに取り付ける面を削ってピースを水平に取り付けられるようにしてみた。
台車の外枠を3mmエンドミルで削りだし、斜めのラインを1mmエンドミルに変えて切削しているところ。
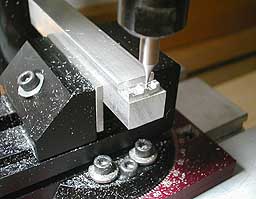
右の写真は第2作のピース。
今度は15mm角棒をそのまま銜えて切削している。第1作の時はピースを準備するだけで2時間程かかってしまったので、2作目はこの方法にしてみた。バイスから飛び出ているが削るにはあまり苦にならない。
垂直方向の斜め加工をしているところ。
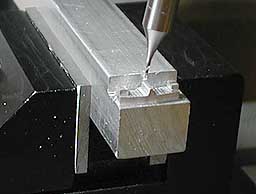
だいぶ台車の形が見えてきているが、1mmのエンドミルではここまでが精一杯、この後0.3mmを使って細部の加工に挑む予定である。左右の突起は軸箱で、このあとピースを90度回転させて軸箱を斜めに削る予定。
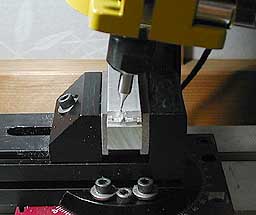
右が斜め加工時のドリルスタンドの様子。
水平方向の斜め加工は回転台を回せば良いが、垂直方向はモーター取付台を回転させて削ることができる。
また、エンドミルはモーターごとこの角度のまま上下できるので、ややこしい計算が不要である。
to be continued 2001.2.12、2.16修正